
Project Overview
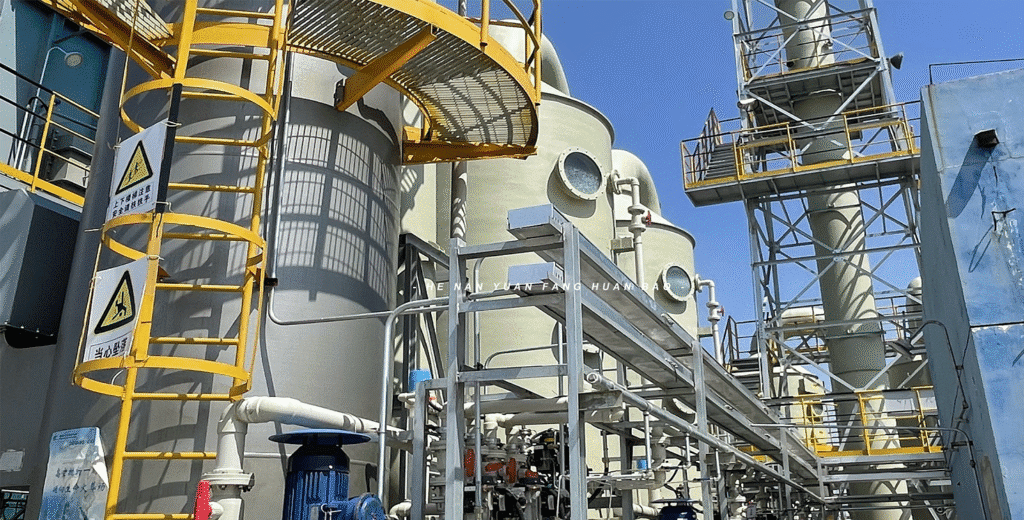
We designed and delivered a complete post-treatment system for RTO exhaust gas in a chemical plant.
The system is engineered to handle high-temperature and corrosive gas streams efficiently.
Technical Data
- Capacity: 50,000 m³/h
- Gas Composition: SO₂, HCl, CO₂, Water Vapor
- Process: Quench Tower + Alkali Scrubbing + Water Washing
- Removal Efficiency: Up to 99%
Solution Description
The system integrates rapid quenching with multi-stage scrubbing to ensure effective removal of acidic gases.
It also protects downstream equipment and improves overall process stability.
Project Value
- High removal efficiency for complex gas composition
- Reliable operation under continuous conditions
- Customized engineering based on project requirements
Looking for Similar Solutions?
Contact us for tailored exhaust gas treatment systems.